



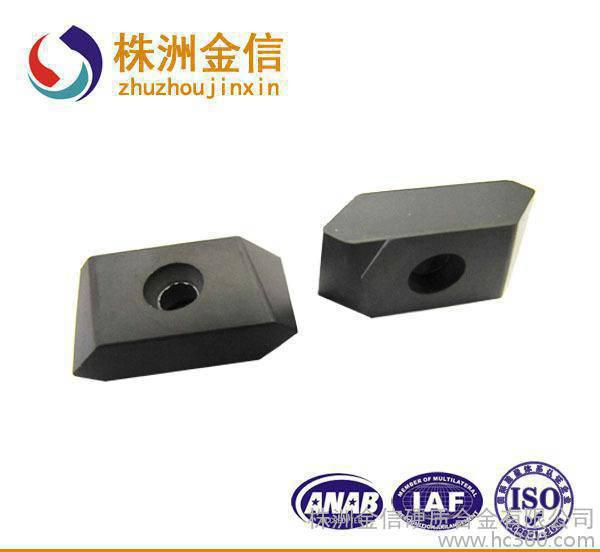

| 类型 | 粗车刀 |
|---|---|
| 车刀角度 | 90(度) |
| 加工范围 | 机床 |
| 是否批发 | 批发 |
| 材质 | 硬质合金 |
| 规格 | YT5 31905DZ |
| 标准编号 | ISO9001 |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否库存 | 库存 |
| 是否涂层 | 非涂层 |
| 品牌 | 株洲金信 |
| 型号 | YT5 31905DZ |
| 加工定制 | 否 |



硬质合金焊接刀片的九个使用要点
1、焊接式切削刀具结构应具有足够的刚性
足够的刚性是以**大允许的外形尺寸以及采用较高强度的钢号和热处理来保证.
2、硬质合金刀片应固定牢靠
硬质合金焊接刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数选择刀片镶槽形状.
3、认真检查刀杆。
在将刀片焊接至刀杆上以前须要对刀片,刀杆进行必要的检查,首先应检查刀片支承面不能有严重弯曲.硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠.
4、合理选用焊料
为了保证焊接强度,应选择合适的焊料.在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,使焊接与合金焊接面充分接触,无缺焊现象.
5、正确选择焊接用熔剂
建议采用工业硼砂,在使用前应在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械杂物,待用.
6、选用网状补偿垫片
在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2--0.5mm的薄片或网孔径2--3mm的网状补偿垫片进行焊接.
7、正确采用刃磨方法
由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度的砂轮及合理的磨削工艺,避免产生刃磨裂纹,影响刀具使用寿命.
8、正确安装刀具
在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片.
9、正确重磨、研磨刀具
刀具使用达到正常磨钝时,必须进行重磨,重磨后的刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的使用寿命及安全可靠性。
购买流程:
1.询价:因产品根据国际国内行情会经常调整价格,而产品成千上万,不方便更新价格,所以请告诉店主您需要的产品后,店主再给您报价。
2.库存查询:店主查询您需要的产品库存,并告知客户是否有货(一般情况下集团公司都有库存,如无库存的产品需要5公斤起订,并且交货期为35天。)
3.拍下宝贝:请在与店家确定好产品牌号、型号、运送方式后再拍下
4.发货:如是早上12点前下单的客户,并所需产品均有现货,当天可发货。如是早上12点后下单的客户,并所需产品无现货但有库存,需要等到第二个工作日的下午5点店主才能发货;定做产品则根据具体产品情况安排发货时间(一定在**时间发货)。
5. 收货:请当着快递公司服务人员面前打开包装,查询是否是您需要的产品,如有问题请及时联系店主,如无错请收货后及时为店主确认收货和评价。
6. 退货:因让利给客户,本店代理产品利润微薄,仅以下几种情况给予退货,其他情况一律不给予退货,不愿意达成以下协议的客户请不要拍下本店宝贝,谢谢。
(1)株硬集团产品,您未打开塑料包装盒,您又愿意支付给株硬集团35%退货手续费的,本店给予退货。
(2)本公司自己生产的产品,若为产品型号与订单不符,给予退货。
根据客户要求,定制各种非标、异形产品!我们竭诚满足您的需求!